
Plazmavágás
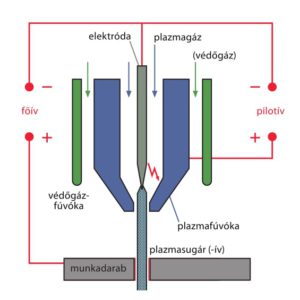
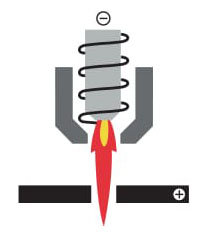
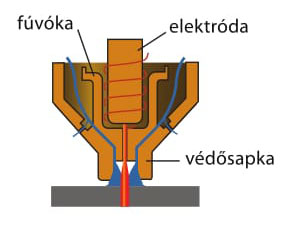
 A csaknem minden fém vágására alkalmas plazmavágás hőforrása a plazmafúvókán keresztül áramló, nagy sebességű, igen nagy hőmérsékletű (> 20000 K) plazmasugár. Mivel az ábrán látható elrendezésben a plazmasugár a plazmaállapot fenntartásához szükséges áramot is vezeti, ezért plazmaívnek nevezzük. A plazmaív létrehozásához szükség van a megfelelő áramlási sebességű plazmagázra és egy segédívre (pilotívre), amelyet a plazmafúvóka és az elektróda között hozunk létre. Az így létrehozott plazmasugár a munkadarabhoz érve, áram- vezetővé válik, és ettől kezdve a főív áramforrása által fenntartott áram (a „vágóáram”) tartja fenn a plazma állapotot, a segédívre már nincs szükség.
PLAZMAGÁZOK
Sűrített levegő: a legolcsóbb, általánosan használt gáz. Csak nagy tisztaságú levegő alkalmas plazmavágásra. Max. olaj tartalom (< 0,1 mg/m³), max. nedvesség (min. +30°C). Elsősorban szénacél és alumínium vágására alkalmas. Hálózati levegő csak megfelelő szűrő és páraleválasztó alkalmazásával használható plazmavágásra!
Argon-hidrogén keverék (H35): 35% hidrogén tartalmú argon ideális tiszta, szép vágásokhoz, rozsdamentes acélokhoz is alkalmas. Sűrített formában, gázpalackban kapható.
Nitrogén: erősen ötvözött acélhoz, hidrogénnel keverve alumínium vágásához is alkalmas. Sűrített formában, gázpalackban kapható.
A felszerelés
A csaknem minden fém vágására alkalmas plazmavágás hőforrása a plazmafúvókán keresztül áramló, nagy sebességű, igen nagy hőmérsékletű (> 20000 K) plazmasugár. Mivel az ábrán látható elrendezésben a plazmasugár a plazmaállapot fenntartásához szükséges áramot is vezeti, ezért plazmaívnek nevezzük. A plazmaív létrehozásához szükség van a megfelelő áramlási sebességű plazmagázra és egy segédívre (pilotívre), amelyet a plazmafúvóka és az elektróda között hozunk létre. Az így létrehozott plazmasugár a munkadarabhoz érve, áram- vezetővé válik, és ettől kezdve a főív áramforrása által fenntartott áram (a „vágóáram”) tartja fenn a plazma állapotot, a segédívre már nincs szükség.
PLAZMAGÁZOK
Sűrített levegő: a legolcsóbb, általánosan használt gáz. Csak nagy tisztaságú levegő alkalmas plazmavágásra. Max. olaj tartalom (< 0,1 mg/m³), max. nedvesség (min. +30°C). Elsősorban szénacél és alumínium vágására alkalmas. Hálózati levegő csak megfelelő szűrő és páraleválasztó alkalmazásával használható plazmavágásra!
Argon-hidrogén keverék (H35): 35% hidrogén tartalmú argon ideális tiszta, szép vágásokhoz, rozsdamentes acélokhoz is alkalmas. Sűrített formában, gázpalackban kapható.
Nitrogén: erősen ötvözött acélhoz, hidrogénnel keverve alumínium vágásához is alkalmas. Sűrített formában, gázpalackban kapható.
A felszerelés
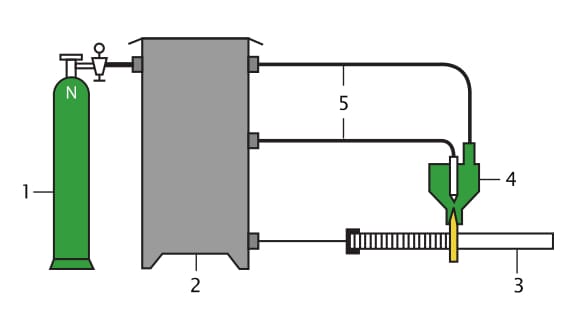
 A plazmagázt nyomáscsökkentővel felszerelt gázpalackból (1) vagy (megfelelő szűréssel) vezetékből nyerjük. A folyamathoz szükséges nagy feszültségen a vágóáramot biztosító áramforrás (2) képes a plazmaív gyújtására, a szükséges gázáram beállítására és szabályozására, valamint a folyamat vezérlésére. A munkadarabot (3) a testkábel kapcsolja az áramforrás + kapcsához. A felszerelést a vágóégő (4) teszi teljessé, amelyet a megfelelő teljesítményű plazmaív begyújtására és fenntartására alakítanak ki. Az égőhöz szükséges vezetékeket (áram- és vezérlőkábel), illetve tömlőket (plazmagáz, – ha van –védőgáz és hűtővíz) strapabíró burkolattal egyesített kábel– és tömlőköteg (5) köti össze az áramforrással.
ÁRAMFORRÁS
Az áramforrás teljesítményét a beállítható legnagyobb vágóáram határozza meg, amely arányos az átvágható vastagsággal.
A vágóáram beállítási tartománya megadja az áramforrás – egyezményes, a plazmavágásra jellemző nagy munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát.
Üres járási feszültség: a plazmavágó áramforrások üres járási feszültsége (megengedett értéke max. 500 V) lényegesen nagyobb, mint az ívhegesztő áramforrásoké. A veszélyes feszültség érintésének megakadályozására a plazmavágó berendezéseket biztonsági funkcióval látják el, amely csak az áramforráshoz tartozó égővel működőképes.
Bekapcsolási idő: Egy szabványos ciklus (10 min) ideje alatti terhelés megengedett ideje. Túllépése az áramforrás nem megengedett melegedéséhez vezet. Ha ez bekövetkezik, az áramforrás hővédelme lekapcsolja a tápellátást, kigyullad a narancsszínű jelzőfény. Ha ez elalszik, csak akkor lehet folytatni a munkát.
Gázvezérlés: a plazmavágó áramforrásokat általában tartalmazzák a plazma- és védőgáz mennyiségét szabályozó egységgel.
VÁGÓÉGŐ
Az áramforrással szerves egységet képező vágóégő kézi plazmavágáshoz több kivitelben kapható:
Hagyományos rendszer a legegyszerűbb. Védősapka nélkül csak távtartóval használható, nem támasztható a lemezre.
A plazmagázt nyomáscsökkentővel felszerelt gázpalackból (1) vagy (megfelelő szűréssel) vezetékből nyerjük. A folyamathoz szükséges nagy feszültségen a vágóáramot biztosító áramforrás (2) képes a plazmaív gyújtására, a szükséges gázáram beállítására és szabályozására, valamint a folyamat vezérlésére. A munkadarabot (3) a testkábel kapcsolja az áramforrás + kapcsához. A felszerelést a vágóégő (4) teszi teljessé, amelyet a megfelelő teljesítményű plazmaív begyújtására és fenntartására alakítanak ki. Az égőhöz szükséges vezetékeket (áram- és vezérlőkábel), illetve tömlőket (plazmagáz, – ha van –védőgáz és hűtővíz) strapabíró burkolattal egyesített kábel– és tömlőköteg (5) köti össze az áramforrással.
ÁRAMFORRÁS
Az áramforrás teljesítményét a beállítható legnagyobb vágóáram határozza meg, amely arányos az átvágható vastagsággal.
A vágóáram beállítási tartománya megadja az áramforrás – egyezményes, a plazmavágásra jellemző nagy munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát.
Üres járási feszültség: a plazmavágó áramforrások üres járási feszültsége (megengedett értéke max. 500 V) lényegesen nagyobb, mint az ívhegesztő áramforrásoké. A veszélyes feszültség érintésének megakadályozására a plazmavágó berendezéseket biztonsági funkcióval látják el, amely csak az áramforráshoz tartozó égővel működőképes.
Bekapcsolási idő: Egy szabványos ciklus (10 min) ideje alatti terhelés megengedett ideje. Túllépése az áramforrás nem megengedett melegedéséhez vezet. Ha ez bekövetkezik, az áramforrás hővédelme lekapcsolja a tápellátást, kigyullad a narancsszínű jelzőfény. Ha ez elalszik, csak akkor lehet folytatni a munkát.
Gázvezérlés: a plazmavágó áramforrásokat általában tartalmazzák a plazma- és védőgáz mennyiségét szabályozó egységgel.
VÁGÓÉGŐ
Az áramforrással szerves egységet képező vágóégő kézi plazmavágáshoz több kivitelben kapható:
Hagyományos rendszer a legegyszerűbb. Védősapka nélkül csak távtartóval használható, nem támasztható a lemezre.
 A védőgázos rendszerben a plazmagáz mellett második, ún. védőgáz áram szolgál a fúvóka védelmére és az ömledék eltávolításának támogatására. Egygázos rendszerben a védő gáz azonos a plazmagázzal, kétgázos rendszerben attól különbözhet.
A védőgázos rendszerben a plazmagáz mellett második, ún. védőgáz áram szolgál a fúvóka védelmére és az ömledék eltávolításának támogatására. Egygázos rendszerben a védő gáz azonos a plazmagázzal, kétgázos rendszerben attól különbözhet.

 A vágóégőkhöz gyakran használnak védőfúvókát, amely villamosan szigetelt, és lehetővé teszi az égő lemezre támasztását vágás közben.
A vágóégőkhöz gyakran használnak védőfúvókát, amely villamosan szigetelt, és lehetővé teszi az égő lemezre támasztását vágás közben.
 ÍVGYÚJTÁS
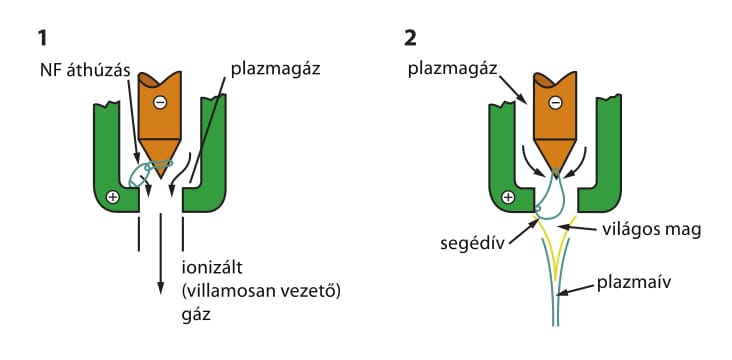
NF áthúzással (1): a lemezre támasztott égő elektródája és a fúvóka között N-áthúzás ionizálja az áramló plazmagázt, amely így vezetővé válik, létrejön a plazmaív.
Segéd (pilot) ívvel (2): az elektróda és fúvóka közötti NF áthúzás létrehozza a segédívet (világos mag), amelyet a lemezhez közelítve, létrejön a plazmaív.
ÍVGYÚJTÁS
NF áthúzással (1): a lemezre támasztott égő elektródája és a fúvóka között N-áthúzás ionizálja az áramló plazmagázt, amely így vezetővé válik, létrejön a plazmaív.
Segéd (pilot) ívvel (2): az elektróda és fúvóka közötti NF áthúzás létrehozza a segédívet (világos mag), amelyet a lemezhez közelítve, létrejön a plazmaív.

 A kifogástalan működés feltételei:
1. Az elektróda ülék tisztasága
2. Az elhasználódott fogyó alkatrészek cseréje
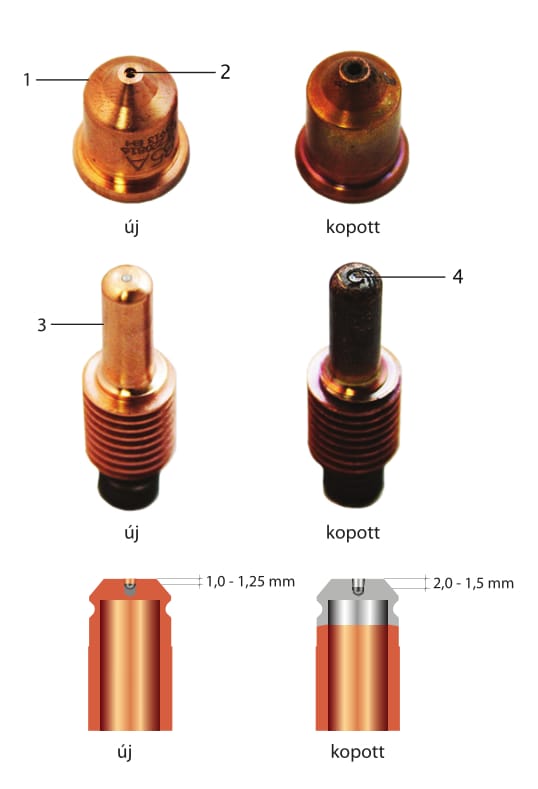
− A fúvóka akkor megfelelő, ha pereme (1) és furata (2) sértetlen.
− Az elektróda oldalfelülete (3) sértetlen és az elektróda volfrám vagy hafnium betét fogyása (4) elfogadható szintű.
GÁZELLÁTÁS
A gázpalack szelepéhez illeszkedő nyomáscsökkentőt kell használni. Az áramforrásra szerelt vagy beépített levegőszűrő és szabályozó egységet gyakran kell tisztítani, mert csak száraz, olajmentes levegővel lehet elfogadható vágást végezni. A levegő szennyeződése rohamosan csökkenti a fogyó alkatrészek élettartamát.
A kifogástalan működés feltételei:
1. Az elektróda ülék tisztasága
2. Az elhasználódott fogyó alkatrészek cseréje
− A fúvóka akkor megfelelő, ha pereme (1) és furata (2) sértetlen.
− Az elektróda oldalfelülete (3) sértetlen és az elektróda volfrám vagy hafnium betét fogyása (4) elfogadható szintű.
GÁZELLÁTÁS
A gázpalack szelepéhez illeszkedő nyomáscsökkentőt kell használni. Az áramforrásra szerelt vagy beépített levegőszűrő és szabályozó egységet gyakran kell tisztítani, mert csak száraz, olajmentes levegővel lehet elfogadható vágást végezni. A levegő szennyeződése rohamosan csökkenti a fogyó alkatrészek élettartamát.

 Fontos!
Fontos!
A csaknem minden fém vágására alkalmas plazmavágás hőforrása a plazmafúvókán keresztül áramló, nagy sebességű, igen nagy hőmérsékletű (> 20000 K) plazmasugár. Mivel az ábrán látható elrendezésben a plazmasugár a plazmaállapot fenntartásához szükséges áramot is vezeti, ezért plazmaívnek nevezzük. A plazmaív létrehozásához szükség van a megfelelő áramlási sebességű plazmagázra és egy segédívre (pilotívre), amelyet a plazmafúvóka és az elektróda között hozunk létre. Az így létrehozott plazmasugár a munkadarabhoz érve, áram- vezetővé válik, és ettől kezdve a főív áramforrása által fenntartott áram (a „vágóáram”) tartja fenn a plazma állapotot, a segédívre már nincs szükség.
PLAZMAGÁZOK
Sűrített levegő: a legolcsóbb, általánosan használt gáz. Csak nagy tisztaságú levegő alkalmas plazmavágásra. Max. olaj tartalom (< 0,1 mg/m³), max. nedvesség (min. +30°C). Elsősorban szénacél és alumínium vágására alkalmas. Hálózati levegő csak megfelelő szűrő és páraleválasztó alkalmazásával használható plazmavágásra!
Argon-hidrogén keverék (H35): 35% hidrogén tartalmú argon ideális tiszta, szép vágásokhoz, rozsdamentes acélokhoz is alkalmas. Sűrített formában, gázpalackban kapható.
Nitrogén: erősen ötvözött acélhoz, hidrogénnel keverve alumínium vágásához is alkalmas. Sűrített formában, gázpalackban kapható.
A felszerelés
A plazmagázt nyomáscsökkentővel felszerelt gázpalackból (1) vagy (megfelelő szűréssel) vezetékből nyerjük. A folyamathoz szükséges nagy feszültségen a vágóáramot biztosító áramforrás (2) képes a plazmaív gyújtására, a szükséges gázáram beállítására és szabályozására, valamint a folyamat vezérlésére. A munkadarabot (3) a testkábel kapcsolja az áramforrás + kapcsához. A felszerelést a vágóégő (4) teszi teljessé, amelyet a megfelelő teljesítményű plazmaív begyújtására és fenntartására alakítanak ki. Az égőhöz szükséges vezetékeket (áram- és vezérlőkábel), illetve tömlőket (plazmagáz, – ha van –védőgáz és hűtővíz) strapabíró burkolattal egyesített kábel– és tömlőköteg (5) köti össze az áramforrással.
ÁRAMFORRÁS
Az áramforrás teljesítményét a beállítható legnagyobb vágóáram határozza meg, amely arányos az átvágható vastagsággal.
A vágóáram beállítási tartománya megadja az áramforrás – egyezményes, a plazmavágásra jellemző nagy munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát.
Üres járási feszültség: a plazmavágó áramforrások üres járási feszültsége (megengedett értéke max. 500 V) lényegesen nagyobb, mint az ívhegesztő áramforrásoké. A veszélyes feszültség érintésének megakadályozására a plazmavágó berendezéseket biztonsági funkcióval látják el, amely csak az áramforráshoz tartozó égővel működőképes.
Bekapcsolási idő: Egy szabványos ciklus (10 min) ideje alatti terhelés megengedett ideje. Túllépése az áramforrás nem megengedett melegedéséhez vezet. Ha ez bekövetkezik, az áramforrás hővédelme lekapcsolja a tápellátást, kigyullad a narancsszínű jelzőfény. Ha ez elalszik, csak akkor lehet folytatni a munkát.
Gázvezérlés: a plazmavágó áramforrásokat általában tartalmazzák a plazma- és védőgáz mennyiségét szabályozó egységgel.
VÁGÓÉGŐ
Az áramforrással szerves egységet képező vágóégő kézi plazmavágáshoz több kivitelben kapható:
Hagyományos rendszer a legegyszerűbb. Védősapka nélkül csak távtartóval használható, nem támasztható a lemezre.
A védőgázos rendszerben a plazmagáz mellett második, ún. védőgáz áram szolgál a fúvóka védelmére és az ömledék eltávolításának támogatására. Egygázos rendszerben a védő gáz azonos a plazmagázzal, kétgázos rendszerben attól különbözhet.
A vágóégőkhöz gyakran használnak védőfúvókát, amely villamosan szigetelt, és lehetővé teszi az égő lemezre támasztását vágás közben.
 ÍVGYÚJTÁS
NF áthúzással (1): a lemezre támasztott égő elektródája és a fúvóka között N-áthúzás ionizálja az áramló plazmagázt, amely így vezetővé válik, létrejön a plazmaív.
Segéd (pilot) ívvel (2): az elektróda és fúvóka közötti NF áthúzás létrehozza a segédívet (világos mag), amelyet a lemezhez közelítve, létrejön a plazmaív.
ÍVGYÚJTÁS
NF áthúzással (1): a lemezre támasztott égő elektródája és a fúvóka között N-áthúzás ionizálja az áramló plazmagázt, amely így vezetővé válik, létrejön a plazmaív.
Segéd (pilot) ívvel (2): az elektróda és fúvóka közötti NF áthúzás létrehozza a segédívet (világos mag), amelyet a lemezhez közelítve, létrejön a plazmaív.
 A kifogástalan működés feltételei:
1. Az elektróda ülék tisztasága
2. Az elhasználódott fogyó alkatrészek cseréje
− A fúvóka akkor megfelelő, ha pereme (1) és furata (2) sértetlen.
− Az elektróda oldalfelülete (3) sértetlen és az elektróda volfrám vagy hafnium betét fogyása (4) elfogadható szintű.
GÁZELLÁTÁS
A gázpalack szelepéhez illeszkedő nyomáscsökkentőt kell használni. Az áramforrásra szerelt vagy beépített levegőszűrő és szabályozó egységet gyakran kell tisztítani, mert csak száraz, olajmentes levegővel lehet elfogadható vágást végezni. A levegő szennyeződése rohamosan csökkenti a fogyó alkatrészek élettartamát.
Fontos!
A kifogástalan működés feltételei:
1. Az elektróda ülék tisztasága
2. Az elhasználódott fogyó alkatrészek cseréje
− A fúvóka akkor megfelelő, ha pereme (1) és furata (2) sértetlen.
− Az elektróda oldalfelülete (3) sértetlen és az elektróda volfrám vagy hafnium betét fogyása (4) elfogadható szintű.
GÁZELLÁTÁS
A gázpalack szelepéhez illeszkedő nyomáscsökkentőt kell használni. Az áramforrásra szerelt vagy beépített levegőszűrő és szabályozó egységet gyakran kell tisztítani, mert csak száraz, olajmentes levegővel lehet elfogadható vágást végezni. A levegő szennyeződése rohamosan csökkenti a fogyó alkatrészek élettartamát.
Fontos!
 |
Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
 |
Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
 |
„A” besorolású készülékek csak ipari környezetben használhatók! |
 |
Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
 |
Védje saját magát és környezetét az ív optikai sugárzásától! |
 |
A plazmavágás tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
 |
A plazmavágó felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
 |
Plazmavágás során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |

